

氦质谱检漏在铝制板翅式换热器生产中的应用
在板翅式换热器的生产中,随着用户对换热器泄漏情况的要求愈来愈严格,氦质谱检漏的使用愈来愈频繁,本文介绍了在板翅式换热器进行氦质谱检漏常用的方法及抽真空需要控制的因素。
在板翅式换热器的设计及制造过程中,依据设计图样或者供货合同要求进行氦质谱检漏的情况愈来愈普遍,积极的探索铝制板翅式换热器的氦质谱检漏的方法和控制要素对板翅式换热器的生产制作具有重要的指导意义。泄漏是的,不漏则是相对的。板翅式换热器使用中,不但需要知道有无泄漏,而且还要知道泄漏率有多大。氦质谱检漏完成了对板翅式换热器的漏率由定性分析到量化考核的转变。
1、铝制板翅式换热器的结构及特点
铝制板翅式换热器由封头、接管、板束体和支座组成。板束体由封条、隔板、翅片和导流片组成。隔板将翅片夹在中间,封条挡住边上,导流片前后分布,如图1-1。介质在隔板、封条、翅片、导流片共同构成的通道内流动。这样一层一层通道叠加到设计的高度。板翅式换热器组装完成后送到真空钎接炉中高温钎接,使得隔板、翅片、封条和导流片接触部分熔合在一起成为一个整体。
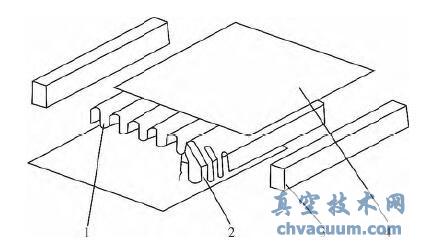
图1 板翅式换热器结构示意图
板翅式的换热器基本结构特点为错层式、多股流,其紧凑、且换热面积大,焊缝长度大。
2、铝制板翅式换热器常用检漏方法
板翅式换热器的泄漏主要有外漏和内漏两种。无论采用何种检漏方法,其目的都是为了解决内外漏问题。
2.1、肥皂泡法
在对板翅式换热器进行完强度试验前,一般对各介质通道充入压力值为0.1MPa-0.2Mpa 的干燥、洁净、无油的气体,在换热器表面的焊缝处刷一定浓度的肥皂水,如果存在泄漏点,会连续形成肥皂泡或者肥皂泡被吹飞。找出外漏点,并对所有介质通道卸压后,进行补焊返修。
2.2、气密性试验检漏法
在对板翅式换热器进行完强度试验后,向所有介质通道充入干燥、洁净、无油的空气或氮气,使通道压力达到设计图样中所要求的气密性试验压力,将板式放入水池中稳压30 分钟,判断表面有无气泡出现,如有气泡,找出外漏点进行标记。
然后按照先低压通道后高压通道的原则,逐次放空被测通道,按照相应的检漏工艺方法逐通道检查,终判定是否存在内漏点,以及哪组通道之间存在内漏缺陷。
2.3、U 形管法
在对工件做完强度试验、气密性试验,组焊完毕后,利用U 形管法对整体性能进行泄漏检查。
将被检通道的各管口使用闷塞封口,只留一个管口用橡胶管连接到含有一定量水的透明玻璃U 形管,此时被检通道内的压力与外界大气压持平,U 形管两液面持平无高度差。其它介质通道充入干燥、洁净、无油的空气或氮气,使通道压力达到设计图样中所要求的气密性试验压力,经过一定时间后,观察U 形管两直管内水平面的变化,若连接到通道一侧的水面低于通大气一侧(水平面有一定的高度差),则判定为不合格,反之为合格。
3、氦质谱检漏的应用
氦质谱检漏小可检漏率达5×10-12 Pa·m3/s,氦质谱检漏的使用,使板翅式换热器的检漏由定性考察变成了定量分析,对板翅式换热器的选用具有指导意义。
3.1、氦质谱检漏常用的操作方法
板式换热器的体积及换热面积较大,如果单依靠氦质谱检漏仪抽取真空,其不能满足检漏口真空度的要求,这样需要另接抽真空机组。板翅式换热器的氦质谱检漏一般采用喷吹法和钟罩法,如检查内漏还可以采用吸入法进行检漏。
3.1.1、喷吹法
该方法是将被检件接在检漏仪的检漏口,用仪器的真空系统对其抽真空并达到真空衔接与质谱管沟通,然后用喷枪向可疑漏孔喷吹氦气。当有漏孔存在时,氦气就通过漏孔进入质谱管被检测。下图2-1 是喷吹法原理示意图。
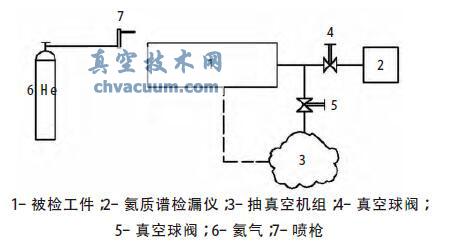
图2-1 喷吹法原理示意图
3.1.2、钟罩法—测总漏率
将被检件与仪器检漏口联接抽真空,在被检件外面罩以充满氦气的容器,如被检件有漏孔,氦气便由漏孔进入被检件,终达到质谱管被检测。所测漏率是被检件的总漏率,不能确定有几个泄漏点和每个漏点的准确位置。下图2-2 是喷吹法原理示意图。
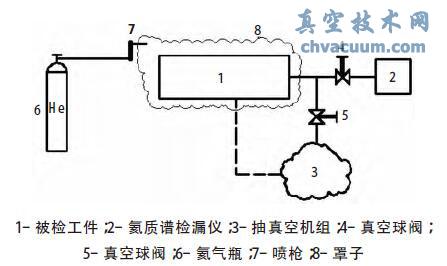
图2-2 钟罩法原理示意图
3.1.3、吸入法—检测内漏
将被检工件的一个通道内充气设计压力值大小的氦气与氮气混合气,然后对与其相邻的通道抽真空并与仪器检漏口相连,如果存在内漏,另一通道内的氦气会进入抽真空的通道,终达到质谱管被检测。下图3-3 是吸入法原理示意图。
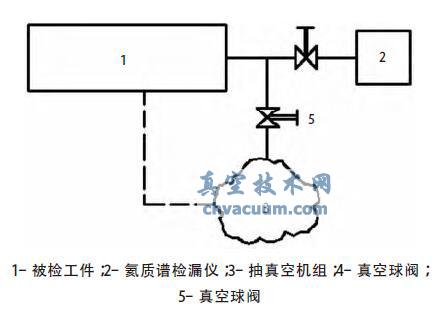
图3-3 吸入法原理示意图
3.2、氦质谱检漏的成本控制
氦质谱检漏相对于其他的检漏方法,因使用抽真空机组及高纯氦气其经济成本居高不下。笔者在生产制造检测中摸索出一整套减少检测费用的方法,使氦质谱检漏具备了在板翅式换热器生产中大规模使用的可能。
3.2.1、检漏口真空度的控制
根据NB/T 47006 铝制板翅式热交换器中A.5 氦质谱检漏和JB/T 7261 铝制板翅式热换器中漏率要求,检漏口真空度一般要求为:1.33Pa。
在设计图样及供货合同中对检漏口真空度有明确要求的,按照其要求的检漏口真空度进行检测;如果没有要求,根据大量的检测经验,将检漏口真空度控制在1.0Pa-15Pa,这样的一个检漏口真空度并没有降低检测的准确性,但其抽真空所需的电费能减少20%-50%。
3.2.2、工件干湿度的控制
对一批同尺寸规格的4 台的板翅式换热器进行氦质谱检漏时,检测各出工件通道的湿度,做了记录,然后挑出2 台进行烘干和氮气置换,然后对所有工件通道进行抽真空。进行对比后发现,达到同样的真空度,没有进行烘干和氮气置换的工件其花费的时间增加40%-60%。
3.2.3、氦气的使用控制
板翅式换热器的体积大,焊缝长度大,氦质谱检测时,需要大量的氦气。工业使用的高纯氦气,其成本较高,一瓶达几千元,如果使用高纯氦直接检测其花费的成本大。在进行吸入法和钟罩法时,采用氦气与氮气的混合气进行检测,能使氦气的使用成本下降70%-80%。
3.2.4、抽真空管道口的控制
对一通道进行抽真空操作时,如果对进口和出口同时抽,比对单一口进行抽取时,节省时间达60%-75%。减少了抽取时间,降低了经济成本。
4、结束语
正确的选择检漏方法、检漏口真空度的大小、氦气的使用、工件干湿度的控制、抽真空的方式,不仅能够获得可靠的检测数据,而且能够大大降低生产检测成本,氦质谱检漏在板翅式换热器的今后的生产具有重要意义,换热器的性能指标有了量化的考评,对提升板翅式换热器的产品质量具有推动性作用。
